


























































O svařovařovací metodě TIG
Svařování TIG - základní popis svařovací metody
Obsah článku
- Co je to svařovací metoda TIG
- Co je to svařování TIG AC/DC
- Co je to HF/LIFT
- Specifické funkce svářeček TIG
- Ovládací panel svářečky TIG AC/DC s legendou
Svařovací metoda TIG (Tungsten Inert Gass)

Svařování TIG představuje svařovací postup, který využívá teplo uvolňované ze zapáleného elektrického oblouku, udržovaného mezi neroztavitelnou elektrodou (wolfram) a svařovaným dílem, za použití inertního plynu, který brání atmosferické oxidaci tavné lázně. (Obdoba svařování plamenem, hořící plyn nahrazuje teplo elektrického oblouku) Wolframovou elektrodu drží svařovací pistole vhodná pro přenos potřebného svařovacího proudu, která chrání samotnou elektrodu a svařovací lázeň před atmosférickou oxidací prostřednictvím proudu inertního plynu (obvykle argon: Ar 99,5%), proudícího z keramické hubice hořáku TIG. Pro dobré svařování je nezbytné, aby se použil správný průměr elektrody se správným proudem viz tabulka
 Elektroda obvykle vyčnívá z keramické hubice 2-3 mm a může dosáhnout 8 mm při rohových svarech. Svařování se provádí roztavením obou okrajů spoje. U vhodně připravených materiálů s malými tloušťkami (přibližně až do 1 mm) není potřebný přídavný materiál. U větších tlouštek je potřebný přídavný materiál se stejným složením, jaké má základní svařovaný materiál, vhodného průměru, s vhodně připravenými okraji. Aby byl zajištěn dokonalý svar, je nutné, aby byly svařované díly pečlivě vyčištěné a zbavené oxidu, olejů, tuků, rozpouštědel atd.
Elektroda obvykle vyčnívá z keramické hubice 2-3 mm a může dosáhnout 8 mm při rohových svarech. Svařování se provádí roztavením obou okrajů spoje. U vhodně připravených materiálů s malými tloušťkami (přibližně až do 1 mm) není potřebný přídavný materiál. U větších tlouštek je potřebný přídavný materiál se stejným složením, jaké má základní svařovaný materiál, vhodného průměru, s vhodně připravenými okraji. Aby byl zajištěn dokonalý svar, je nutné, aby byly svařované díly pečlivě vyčištěné a zbavené oxidu, olejů, tuků, rozpouštědel atd.
Výhody svářecí metody TIG:
Vysoká esteticka svárů, minimální vývin jisker (obdoba jako u sváření plamenem), možnost svařování tenkých materiálů, výborná kontrola nad hořícím obloukem, možnost svařování slitin, hliníku, oceli.
Nevýhody svářecí metody TIG:
Potřeba vysoké zkušenosti svářeče, tato svařovací metoda není vhodná pro začátečníky, je nutné absolvovat minimální zaučení. Další nevýhodou je nízká produktivita-sváření je pomalejší a je potřeba lahve s plynem podle druhu svařovaného materiálu.
- Naše nabídka svářečky TIG:
- svářečky TIG jednofázové 230 V a třífázové 3x400 V
Co je to svařování TIG - AC/DC
Svařování TIG DC
Svařování TIG DC je sváření stejnosměrným proudem, vhodné pro všechny druhy oceli, měď, litinu, nikl, titan. Pro svařování TIG DC elektrodou, připojenou k pólu (-), se obyčejně používá elektroda s 2% thoria (červené barvy) nebo elektroda s 2% ceria (šedé barvy). Wolframovou elektrodu je třeba axiálně nabrousit na brusce do špičky s pravidelným kuželem tak , aby byl hrot dokonale vystředěn, čímž se zamezí vychýlení oblouku. Je důležité, aby se broušení provádělo ve směru délky elektrody. Tuto operaci bude třeba pravidelně zopakovat v návaznosti na opotřebení elektrody nebo v případě, že dojde k její náhodné kontaminaci, oxidaci nebo nesprávnému použití
Svařování TIG AC
Svařovací metoda TIG AC je sváření střídavým proudem vhodně modulovaným a umožňuje svařovat kovy, jako jsou hliník, mosaz, bronz a slitiny , které vytvářejí na svém povrchu ochranný a izolační oxid. Změnou polarity svařovacího proudu je možné „narušit“ povrchovou vrstvu oxidu prostřednictvím mechanizmu nazvaného „ionické pískování“. Napětí na wolframové elektrodě je střídavě kladné (EP - kladná půlvlna) a záporné (EN - záporná půlvlna). Během doby EP je oxid odstraňován z povrchu („čištění“ nebo „dekapování“), čímž je umožněna tvorba lázně. Během doby EN dochází k maximální aplikaci tepla na svařovaný díl, což umožní jeho svařování. Možnost měnit hodnotu parametru balance v AC umožňuje snížit dobu proudu EP na minimum a umožnit tak rychlejší svařování.
Vyšší hodnoty parametru balance umožňují rychlejší svařování, vyšší průnik, koncentrovanější oblouk, užší svařovací lázeň a omezený ohřev elektrody. Nižší hodnoty umožňují vyšší čistotu svařovaného dílu. Použití příliš nízké hodnoty parametru balance znamená rozšíření oblouku a odoxidované části povrchu, přehřívání elektrody s následnou tvorbou kuličky na hrotu a poklesu snadnosti zapálení oblouku a možnosti jeho nasměrování. Použití nadměrné hodnoty parametru balance má za následek příliš „špinavou“ svařovací lázeň, zašpiněnou tmavými vměstky.
Nejvhodnější druhem elektrody je elektroda z čistého wolframu (zelené barvy).
Zapálení oblouku HF a LIFT
- Vysokofrekvenční zapálení oblouku - HF
Zapálení elektrického oblouku probíhá bez styku wolframové elektrody se svařovaným
dílem, prostřednictvím jiskry vyvolané vysokofrekvenčním zařízením. Tento způsob zapálení oblouku nezpůsobuje vznik wolframových vměstků ve svařovací lázni ani opotřebování elektrody a nabízí snadné zahájení činnosti ve všech polohách svařování.
Postup:
Stiskněte tlačítko svařovací pistole po přiblížení hrotu elektrody ke svařovanému dílu
(2-3 mm), vyčkejte na zapálení oblouku přenesené impulzy HF a po zapálení oblouku
vytvořte svařovací lázeň na svařovaném dílu a postupujte podél spoje. V případě výskytu potíží se zapálením oblouku i v případě, že byla ověřena přítomnost plynu a jsou viditelné výboje HF, nevystavujte elektrodu dlouho působení HF, ale zkontrolujte její povrchovou integritu a tvar hrotu a případně jej zabruste na brusce. Po ukončení cyklu bude proud vypnut v souladu s nastavenou sestupnou hranou.
Zapálení oblouku dotykem - LIFT
Zapálení elektrického oblouku se uskuteční oddálením wolframové elektrody od
svařovaného dílu. Tento způsob zapálení oblouku způsobuje méně elektrofrekvenčního
rušení a snižuje na minimum výskyt wolframových vměstků a opotřebení elektrody.
Postup:
Lehkým tlakem opřete hrot elektrody o svařovaný díl. Stlačte na doraz tlačítko na
svařovací pistoli a zvedněte elektrodu 2-3 mm s určitým opožděním, čímž dojde k
zapálení oblouku. Svařovací přístroj nejprve vygeneruje proud ILift a krátce nato bude
vygenerován nastavený svařovací proud. Po ukončení cyklu bude proud vypnut v
souladu s nastavenou sestupnou hranou.
Specifické funkce svářeček TIG
PULSE - PULSE EASY
V režimu TIG je možné provést volbu mezi procesem svařování s regulovatelným pulzním proudem- PULSE, nebo svařování s přednastaveným pulzním proudem - EASY PULSE. V PULZNÍM režimu TIG představuje pulzní frekvenci. Pro modely AC/DC v režimu TIG AC (s vypnutou pulzací) představuje hodnotu frekvence svařovacího proudu. Režim pulse TIG se využívá zvláště při svařování tenkých materiálů tloušťky <1 mm, aby nedocházelo k jeho propalování.
Balance
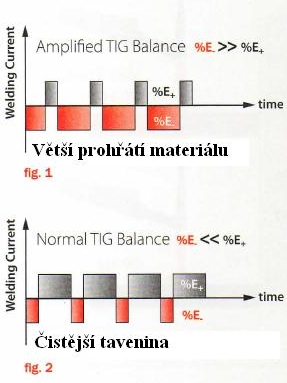
Při sváření hliníku metodou TIG se vytváří na povrchu taveniny krusta z oxidu hliníku, změnou polarity svařovacího proudu je možné „narušit“ tuto povrchovou vrstvu oxidu prostřednictvím mechanizmu nazvaného „ionické pískování“. Napětí na wolframové elektrodě je střídavě kladné (EP) a záporné (EN). Během doby EP je oxid odstraňován z povrchu („čištění“ nebo „dekapování“), čímž je umožněna tvorba lázně. Během doby EN dochází k maximální aplikaci tepla na svařovaný díl, což umožní jeho svařování. Možnost měnit hodnotu parametru balance v AC umožňuje snížit dobu proudu EP na minimum a umožnit tak rychlejší svařování.
Vyšší hodnoty parametru balance umožňují rychlejší svařování, vyšší průnik, koncentrovanější oblouk, užší svařovací lázeň a omezený ohřev elektrody. Nižší hodnoty umožňují vyšší čistotu svařovaného dílu. Použití příliš nízké hodnoty parametru balance znamená rozšíření oblouku a odoxidované části povrchu, přehřívání elektrody s následnou tvorbou kuličky na hrotu a poklesu snadnosti zapálení oblouku a možnosti jeho nasměrování. Použití nadměrné hodnoty parametru balance má za následek příliš „špinavou“ svařovací lázeň, zašpiněnou tmavými vměstky. Průběh funkce "Balance" je znázorněn na tomto diagramu:
Režim 2T/4T (režim dvoutakt-čtyřtakt)
Dvoutakt-stisknutím tlačítka na hořáku se uvede svářečka do chodu, puštěním tlačítka se zastaví. Používá se u krátkých svárů. Čtyřtakt - stisknutím tlačítka se spustí stroj a pak se uvolní a svářečka zůstává v činnosti. Dalším stisknutím a uvolněním se svářečka zastaví. Tento režim se používá při dlouhých svárech, aby „nebolel“ prst. Funkce Čtyřtakt bývá doplňována ještě funkcí Bi-Level, uvádí se do činnosti krátkým zmáčknutím ovládacího tlačítka.
Bi-Level
Tato funkce umožňuje ovládacím tlačítkem v průběhu svařování přepínat hodnotu svařovacího proudu ve dvou úrovních. První úroveň je normální nastavený svařovací proud, druhá hodnota je proud nížší, nastavený obsluhou, až na úroveň proudu Ibase.
Panel svářečky TIG AC/DC s legendou nastavení funkcí:

Legenda k popisu panelu svářečky TIG:
7a - nastavení předfuku plynu-zlepšuje začátek svařování
7b - nastavení Istart, v režimu TIG 2 takt a v režimu bodového svařování (SPOT) představuje počáteční proud Istart, který je udržován po pevně stanovenou dobu při stisknutém tlačítku svařovací pistole (regulace v ampérech).
V režimu TIG 4 takt umožňuje regulaci počátečního proudu, který je udržován po celou dobu stlačení tlačítka svařovací pistole (regulace v ampérech).
V režimu MMA představuje tato funkce počáteční dynamický nadproud pro zapálení oblouku „HOT START“ (regulace 0÷100%). Během tohoto režimu je na displeji zobrazováno procentuální zvýšení předvolené hodnoty svařovacího proudu. Tato funkce zlepšuje začátek svařování.
7c - nastavení náběžná hrana - tstart, v režimu TIG představuje dobu náběžné hrany proudu z Istart na I2 svářecí, doba regulace 0,1÷10 sek.
7d - nastavení hlavního svářecího proudu I2
7e - nastavení snížené hodnoty svářecího proudu I1 v režimu Bi-level
7f - nastavení frekvence. V režimu TIG DC představuje frekvenci pulzů (frekvence horní půlvlny), v režimu TIG AC představuje hodnotu frekvence obou půlvln.
7g - nastavení v režimu TIG AC hodnoty "Balance" v %
7h - nastavení v režimu TIG bodování (Spot) představuje čas svařování 0,1 - 10 sec
7k - nastavení sestupné hrany tend v režimu TIG představuje čas sestupu proudu z I2 na Iend, 0,1-10 sec
7l - nastavení koncového proudu Iend v režimu TIG 2-takt představuje koncový proud za předpokladu, že sestupná hrana tend>0,1 sec. V režimu 4-takt je Iend udržován po dobu stisknutí tlačítka hořáku
7m - nastavení dofuku plynu, v režimu TIG je to čas doběhu plynu, nastavitelný 0,1-25 sec
7n - nastavení předehřevu elektrody, v režimu TIG je nastavený proud x čas předehřevu wolframové elektrody při zapálení oblouku
Dále:
6a - zapnutí dálkového ovládání
6b - volba metody svařování
6c - volba mezi režimem AC/DC
6d - volba mezi režimem 2 takt/4takt, bodování (spot)
6e - volba režimu Pulse/Easy pulse, Bi-level
7 - nastavení parametrů procesu sváření
8 - Tlačítka „RECALL“ a „SAVE“ pro uložení uživatelských programů do paměti a pro jejich opětovné načítání.
9 - Otočný ovladač pro nastavení parametrů svařování, volitelných tlačítkem
10 - Alfanumerický displej
11 - Červená LED, označující měřenou veličinu
12 - Zelená LED, poukazující na zapnuté výkonové obvody
13 - LED signalizace ALARMU (zablokování svářečky).
Obnovení činnosti proběhne automaticky, bezprostředně po zrušení příčiny
alarmu.
Hlášení alarmu jsou zobrazována na displeji (10):
- „AL1“ : Aktivace tepelné ochrany primárního obvodu.
- „AL2“ : Aktivace tepelné ochrany sekundárního obvodu.
- „AL3“ : Aktivace ochrany následkem přepětí napájecího vedení.
- „AL4“ : Aktivace ochrany následkem podpětí napájecího vedení.
- „AL5“ : Aktivace ochrany následkem příliš vysoké primární teploty.
- „AL6“ : Aktivace ochrany následkem chybějící fáze napájecího vedení.
- „AL7“ : Nadměrný nános prachu uvnitř svařovacího přístroje, obnovení prostřednictvím:
- vyčistění vnitřku přístroje; tlačítka displeje ovládacího panelu.
- „AL8“ : Pomocné napětí mimo určený rozsah.
- „AL9“ : Aktivace ochrany následkem nedostatečného tlaku v rozvodu vodního chlazení svařovací pistole. Obnovení činnosti není automatické.
Při vypnutí svařovacího přístroje může být na několik sekund zobrazena signalizace „OFF“.